
Global reach, local knowledge
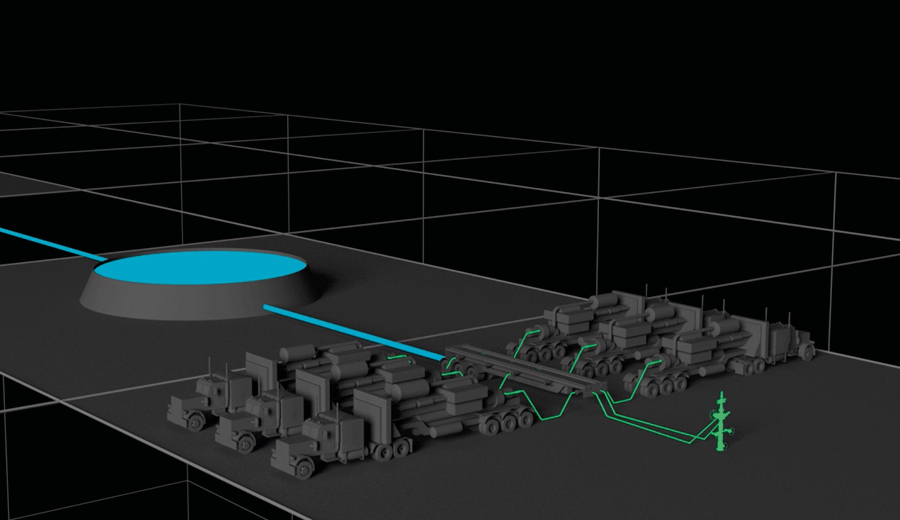
Our robust global connected supply chain is integral to superior solution delivery. Our international service delivery capability allows us to get our products and services to you on‑time, anywhere in the world.
An unrivalled supplier network
We only partner with the industry’s most reliable suppliers. Experts in their fields – our comprehensive global supplier network allows us to deliver quality fluids solutions. At pace. Anywhere in the world.
Our global mud plants and distribution centers
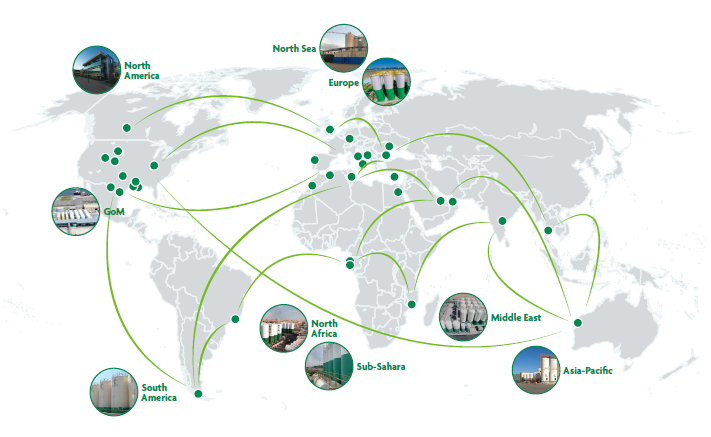
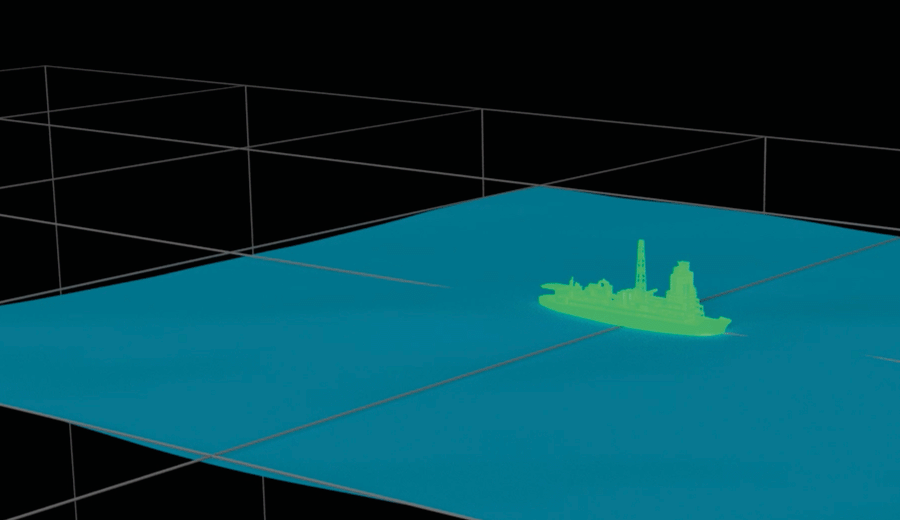
Seamless Support Spanning Six Continents
Wherever you are in the world you can expect the same world-class service accessed via our regional fluids specialists that understand the local geology and operational requirements.
Local knowledge. Global reach. Unrivalled results.
Discover the results we are delivering in your region.